
MIG / MAG welding process FOCUS.PULS
Overview of the highlights
- Steel: 4.0 to 15.0 mm
- CrNi: 9.0 to 15.0 mm
- Speed: 30 % faster
- Efficiency: 30 % less energy consumption
- Health: 70 % less welding fume
FOCUS.PULS welding: significantly lower energy consumption with faster welding of high-quality weld seams
Pulsing offers considerable advantages over conventional MIG/MAG welding processes. REHM's pulse welding units are developed closely in line with the needs of welders and are a genuine alternative to conventional MIG/MAG. With the FOCUS.PULS welding process, REHM offers an attractive welding process for different alloys such as steel or CrNi, but FOCUS.PULS also significantly improves series welding and even welding in constrained positions.
Basic advantages of pulsed welding versus MIG/MAG
During pulsing, a magnetic constriction occurs, which compresses the arc as a so-called Lorentz force. The pinch effect ensures that a droplet is ‘pinched off’ from the wire electrode, literally pinpoint welding with visibly higher quality and slimmer weld seams. These effects on the arc result in a focussed molten pool that can be contained more precisely. This means that the heating is directly linked to the arc.
The heating is very localised and can be easily controlled, as cooling is just as rapid. Even very thin sheets can be joined without significant scrap. Incidentally, the frequencies of REHM pulse welding processes are higher than those of most welding machines.
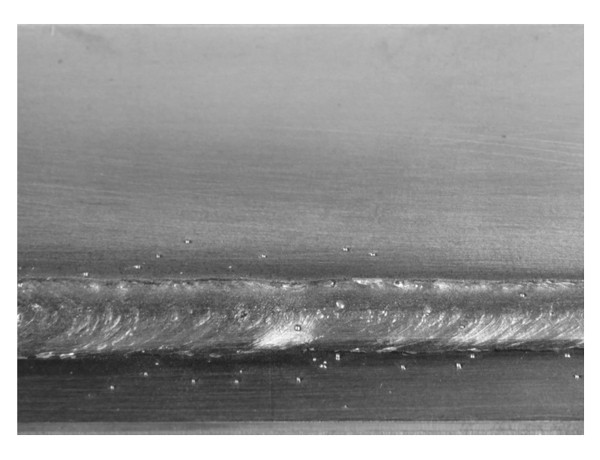
Conventional arc
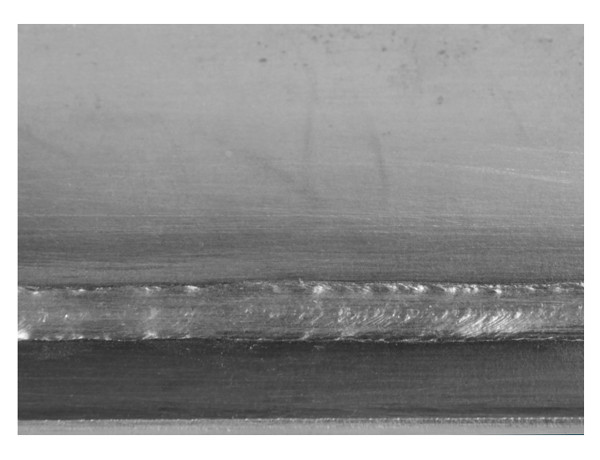
FOCUS.PULS technology
FOCUS.PULS competitive advantage: much faster welding with significant energy savings
The FOCUS.PULS process also offers targeted control of the UI arc length. As a result, the energy required for the arc can be reduced by up to 30 percent compared to MIG/MAG while maintaining the same welding performance. The aforementioned advantages due to the special features of the arc and the pinch effect also ensure a significantly faster welding process. Here too, an increase in welding speed of up to 30 percent can be observed.

Welding with conventional arc

Welding with FOCUS.PULS technology
Especially in contract welding, these are criteria that significantly increase competitiveness and lead to a clear competitive advantage. FOCUS.PULS welding also impressively demonstrates its advantages in constrained situations, such as overhead welding. Due to the more extensive heating and significantly slower cooling in conventional MIG/MAG welding, gravity leads to a certain inertia in the overhead weld seam, which visibly pulls the weld seam downwards and deforms it. With FOCUS.PULS welding, on the other hand, the cross-section of the weld seam looks like a weld seam in the optimum welding position.
Steel with high required deposition rate, welding of steel or CrNi with FOCUS.PULS
The FOCUS.PULS welding process also reveals its advantages in the demanding welding of steel and CrNi. The dripping behaviour already mentioned can be variably adjusted to achieve optimum flow behaviour and exemplary edge wetting for CrNi welds. In addition to the outstanding welding results with CrNi, steel welding with the required high deposition rate is also unrivalled by conventional MIG/MAG processes due to the special properties of the arc.
Which welding machines have this process?

FOCUS.ARC P 300 to 450
- Setting range: up to 460 A
- Duty cycle: up to 80 %
- Protection type: IP 23
- Torch cooling: Gas or water
- Optional: with wire feed case