
TIG welding process HYPER.PULS
Overview of the highlights
- Material thickness: From 0.1 mm
- Weld seam: Results similar to laser welding
- Frequency: Up to 18 kHz
- Noise: Virtually inaudible arc
REHM HYPER.PULS
Pulsing is a welding technique that has very specific advantages depending on the welding requirements. However, with most TIG pulse welding units, the usual frequency range is problematic for the welder. The HYPER.PULS welding process with the corresponding pulse welding units from REHM solves this problem with ease and also opens up further advantages that increase cost-effectiveness enormously.
TIG pulse welding
One of the main advantages of impulse welding is that the weld pool is very narrow. In addition, depending on the frequency, the weld pool solidifies faster on the outside so that even very thin metals can be welded. With metals and alloys such as CrNi, which lead to a rapidly forming weld pool, you can use pulsing to easily adjust the parameters for a clean weld seam. The welding speed can also be significantly increased with higher pulse frequencies in the kilohertz range. Compared to the conventional TIG welding process, you can at least double the welding speed.
A particularly high frequency range for especially quiet welding
However, a major disadvantage of most pulse welding devices is the frequency operating range for high-frequency pulse welding. As a rule, this is between 2,000 and 6,000 Hz, i.e. between 2 and 6 kHz. This is problematic because the human ear works in the frequency range between 2 and 8 kHz. Pulsing in this range is extremely unpleasant and a massive strain in the long term. With the REHM HYPER.PULS, you can also set the welding machine above this range up to 18 kHz. At frequencies of up to 18,000 Hz, welding is virtually inaudible for the welder.
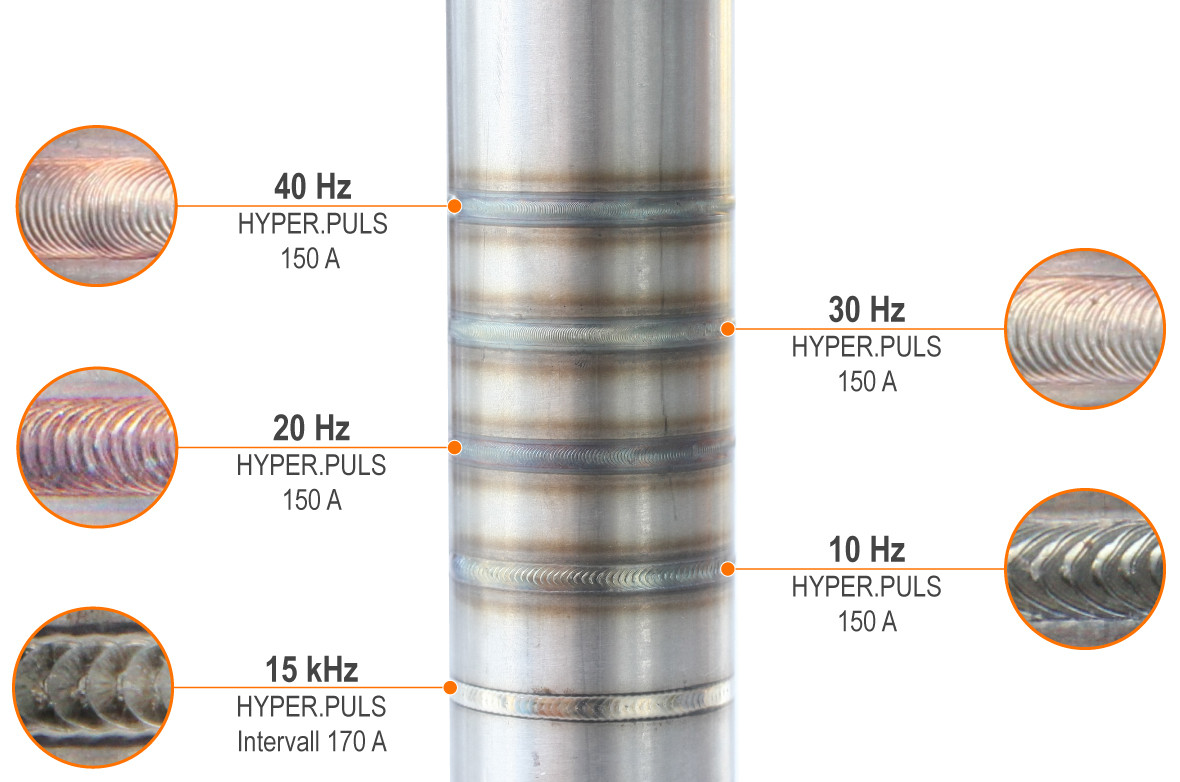
Welded with TIG welding machine TIGER® digital with the aid of a rotary table
Very close to laser welding - but without the high acquisition costs
Another advantage is the occurrence of the Lorentz effect. This pulls the magnetic field that forms concentrically around the arc inwards. As this force increases with the current density, the arc is also constricted. This in turn leads to a much more stable arc, which is no longer deflected as much as with other welding processes.
In addition, the arc can be pushed over the workpiece to be welded more easily, as it does not stick so strongly in the weld pool as is usually the case. Welding is then very similar to plasma welding, and the constricted arc also produces weld seams of a similar quality to laser welding. The only difference is that TIG pulse welding machines are significantly cheaper than laser welding machines.
Summary: the HYPER.PULS from REHM offers outstanding advantages
TIG pulsing makes it possible to weld even thin sheet thicknesses from 0.1 mm. Nevertheless, the risk of burn-through can be completely minimised with a narrower weld seam, which can be selected in such a way that it can be precisely matched to the sheet thickness. The constricted arc increases the welding speed considerably. Depending on the amperage, the weld pool can be defined so that it solidifies on the outside while you are joining. This also enables simple and efficient work in constrained positions. The frequency range can be increased up to 18 kHz compared to most impulse welding devices. This means that HYPER.PULS pulsing from REHM is virtually inaudible. The welding quality comes close to that of laser welding, but without the associated high investment costs.
Which welding machines have this process?

TIGER® digital 182 to 230 ULTRA
- Setting range: up to 230 A
- Duty cycle: up to 40 %
- Mains: 230 V - 50/60 Hz
- Protection type: IP 23 S
- Weight: from 7.5 kg
- HYPER.PULS: 17,5 kHz

INVERTIG i 260 to 450
- Setting range: up to 450 A
- Duty cycle: up to 80 %
- Mains: 400 V - 50 Hz
- Protection type: IP 23
- Weight: from 55 kg
- HYPER.PULS: 18 kHz