
TIG welding process HYPER.SPOT
REHM HYPER.SPOT
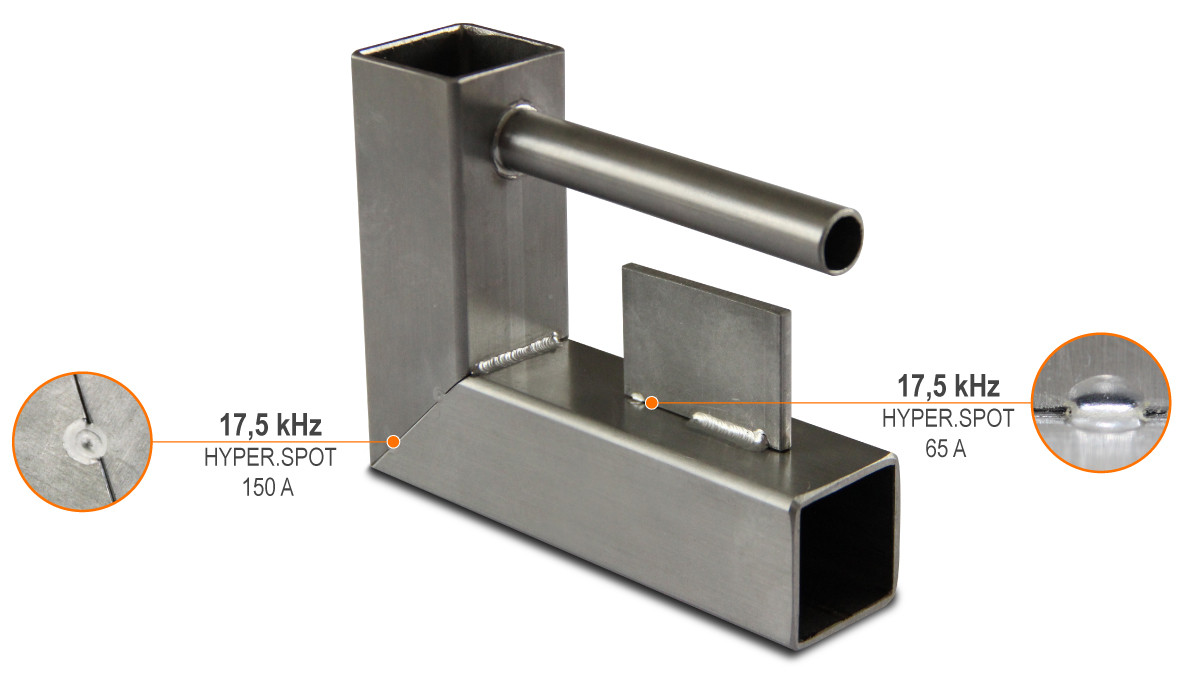
For various reasons, components must also be spot-welded or tack-welded. Either the joining is temporary or the weld pool must not penetrate too deeply into the workpiece. The requirements for tacking or dotting are high. With the HYPER.PULS TIG welding units from REHM, you can fulfil these high requirements with ease using the HYPER.SPOT concept.
Stitching with HYPER.SPOT technology by REHM
In principle, pulsing with appropriate TIG pulse welding devices is ideal for tacking or spot welding. However, there are often various difficulties to overcome when tack welding. Igniting the arc is a particular challenge when spot welding. The heat input and the formation of the arc cannot be controlled as required with many TIG welding machines.
Welded with TIG welding machine TIGER® digital
The ICS ignition management system ensures reliable ignition - completely independent of the electrode and shielding gas used. Especially with thin sheet thicknesses between 0.1 and 0.2 mm, the arc energy with REHM HYPER.SPOT welding is so low that the workpiece to be joined is not damaged.
Basic technology: HYPER.PULS TIG pulsing from REHM

Of course, you also benefit from the advantages of REHM's HYPER.PULS welding technology when spot welding. Specifically, this means a stable and even arc with significantly faster welding. In addition, the arc does not ‘stick’ to the weld pool. The weld pool is also reached quickly and precisely and solidifies just as quickly from the outside. The fast dots also mean that there is hardly any significant heat input into the workpiece. Unwanted deformations and discolouration can therefore be ruled out, even with thin workpiece materials. One of the most important options of the REHM HYPER.PULS is the high frequency range of up to 18,000 Hertz.
Significant advantages over other TIG pulse welding machines
Most TIG pulse welding machines operate in a frequency range of maximum 6,000 Hz. The noise development is extreme. However, human hearing is mainly in a range up to 8,000 Hz. As a result, HYPER.PULS impulse welding from REHM is virtually inaudible to the human ear at the corresponding frequencies. This represents a significant advantage. In addition, the arc is clearly constricted by the Lorentz effect in the high frequencies, so that pulsing with REHM's pulse welding units comes close to laser welding - except that the high investment costs of a laser welding unit are nowhere near as high. Of course, you can score points with direct current and alternating current as well as light metal alloys such as aluminium.
Which welding machines have this process?

TIGER® digital 182 to 230 HIGH & ULTRA
- Setting range: up to 230 A
- Duty cycle: up to 40 %
- Mains: 230 V - 50/60 Hz
- Protection type: IP 23 S
- Weight: from 7.5 kg
- HYPER.SPOT: 17,5 kHz

INVERTIG i 260 to 450
- Setting range: up to 450 A
- Duty cycle: up to 80 %
- Mains: 400 V - 50 Hz
- Protection type: IP 23
- Weight: from 55 kg
- HYPER.SPOT: 18 kHz