
KASPAR SCHULZ, Bamberg | Brewery container construction
Situation
Kaspar Schulz manufactures very sophisticated systems for beer production. In addition to the high technical demands, visual appearance and cost-effectiveness play a paramount role. The company was looking for new TIG technology to guarantee this both in production and during on-site assembly.
Solution
The REHM TIG series INVERTIG.PRO and TIGER fulfil the requirements of both production and on-site assembly workers - with the same quality and precision.
Result
The employees are enthusiastic about the technology. The new integrated welding processes have made it possible to find better solutions than before. Productivity has also increased by double digits.
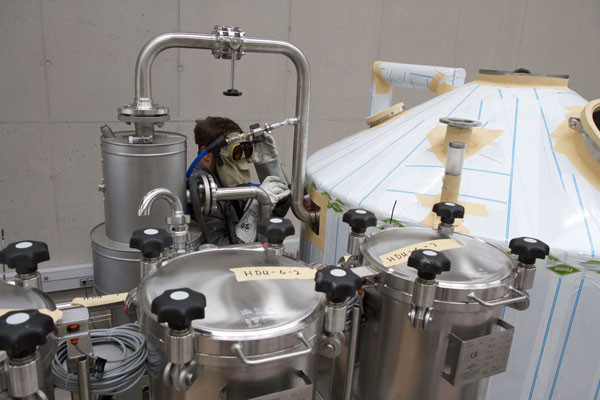
TIG welding in brewery container construction
All at a glance
- Company: KASPAR SCHULZ Brauereimaschinenfabrik & Apparatebauanstalt GmbH
- Industry: Plant and container construction
- Welding equipment: INVERTIG.PRO® digital, TIGER®
- Welding method: Tungsten inert gas (TIG)
- Welding processes: HYPER.PULS, DUAL.WAVE
- Area of application: Production and maintenance of fermentation and storage tanks
- Materials: Stainless steel and copper
Brewery plant manufacturer relies on state-of-the-art inverter technology from REHM
The brewery plant manufacturer KASPAR SCHULZ only uses TIG welding technology in production and assembly. The long-established company from Bamberg relies on the latest generation of REHM welding machines with inverter-controlled process technology: the extremely versatile INVERTIG.PRO® digital is used in the production hall, while the highly mobile TIGER® is used for assembly and service work on site. This is how KASPAR SCHULZ Brauereimaschinenfabrik & Apparatebauanstalt GmbH ensures both productivity and production quality. Both aspects are crucial when welding stainless steel and copper fermentation and storage tanks for the food industry. After all, it's all about efficiency, but above all about quality and precision, which is very important in the food industry.

Source: Kaspar Schulz

Source: Kaspar Schulz

Source: Kaspar Schulz
KASPAR SCHULZ builds turnkey brewing and malting plants, fermentation and storage tanks as well as special containers. Founded in 1677, the Bamberg-based family business, now in its tenth generation, is the oldest brewery machinery manufacturer in the world. KASPAR SCHULZ is the market leader in the field of plant engineering for pub and regional breweries as well as the rapidly growing market for craft beer breweries. A position that is the result of a continuous optimisation process in production. The welding of different materials is a crucial production step in the production of the tanks. For this reason, the company has also introduced a separate block on welding when training new skilled workers. The skilled workers in plant and tank construction mainly work with the tungsten inert gas (TIG) welding process and have been relying on REHM welding equipment for a quarter of a century.
KASPAR SCHULZ relies on REHM

For years, we have been using welding technology from a market leader in the TIG sector, REHM. There are many reasons for this decision. On the one hand, the partnership-based co-operation based on good communication is an important point for the long-established company. Secondly, the welding power sources work absolutely reliably, are extremely robust and offer optimum welding properties. In the production hall, the KASPAR SCHULZ team works with the INVERTIG.PRO® digital stationary TIG system. However, due to the size of the containers, the welding machines are often also used on site at the customer's premises. Here, KASPAR SCHULZ relies on the world champion in flyweight, the TIG inverter TIGER® ULTRA.
New TIG welding machine: mobile and robust
In 2015, the assembly and service team was looking for a new generation of welding machines with an integrated water cooling unit that was mobile and robust, but also absolutely reliable. They opted for the TIGER® 230 AC/DC ULTRA from REHM, the smallest and lightest device in the professional class with (or without) a water cooling unit. In addition to mobility, robustness was a decisive selection criterion for the plant manufacturer KASPAR SCHULZ. During assembly work, the load is many times higher than in the workshop. The TIGER® is equipped with a cooling system that safely drains off penetrating dirt particles through the integrated cooling channel. The robust plastic housing safely absorbs even massive impacts. The carrier system can even withstand drops of up to 90 cm without any problems. This means that the electronics inside are optimally protected. The clear and intuitive operation makes the work of the installation team even easier.
State-of-the-art inverter process technology saves time and ensures product quality
In KASPAR SCHULZ's welding practice, fillet and butt welds in V2A/V4A material groups such as 1.4571 or 1.4404 or 1.4435 with sheet thicknesses of usually more than 3 mm have to be welded horizontally falling or standing with filler material. After a short test phase, the application team focussed on the TIG inverter TIGER®. The high cycle frequency of the primary inverter enables very specific process variants. At KASPAR SCHULZ, these pre-programmed process techniques led to the desired welding result more quickly. In order to achieve better melting of the filler material and better flow-out at the flanks, the assembly team uses DC HYPER.PULS technology for thinner sheet thicknesses, for example, or AC HYPER.PULS technology for thicker sheet thicknesses from 5 mm, in each case with/without DUAL.WAVE. In DUAL.WAVE mode, the system switches between conventional AC welding and a direct current phase.
Optimum results thanks to HYPER.PULS technology
Pulse processes are also offered by other appliance manufacturers. However, only the inverter from REHM offers HYPER.PULS technology with up to 17.5 kHz. Only at this pulse frequency does the pulsed arc fully utilise its physical advantages. Hyperpulse can also be used to weld 1 mm copper components much faster with less thermal expansion. Practical experience at KASPAR SCHULZ has shown that HYPER.PULS technology produces a very strongly focussed, stable arc. This allowed the welder to better control the heat input. Better flow properties were the result. These are ideal conditions for a narrow, even seam. ‘Especially in our industry, appearance is a decisive factor. The weld seams often remain visible at the end. They have to be right,’ says Fabian Schwab, instructor at KASPAR SCHULZ.



Because around 10 % less electrical power needs to be supplied, welding in constrained positions is also easier. With the DUAL.WAVE & HYPER.PULS combination, shingling is also more uniform thanks to the process switchover. In addition, fewer pores are created because the weld pool can outgas better during the DC phase. This in turn means greater safety when welding tanks, which must be 100% leak-proof. Thanks to the sinusoidal current flow, the arc follows the weld seam precisely. The result is faster welding. As a result, KASPAR SCHULZ has achieved a double-digit increase in productivity. A result that surprised KASPAR SCHULZ, as Jürgen Hofmann, SLV welding foreman, emphasises: ‘We didn't expect welding to be even better than with the predecessor. This is another step forward for us.’
The new TIG inverter from REHM therefore enables numerous application-specific process technologies that give the KASPAR SCHULZ assembly team a decisive competitive advantage in practice. The following table summarises the results.
| DC welding | DC HYPER.PULS | AC rectangle | Sinus | AC triangle | AC HYPER.PULS | DUAL.WAVE | DUAL.WAVE + HYPER.PULS | |
|---|---|---|---|---|---|---|---|---|
| Thin metal sheets | ● | ○ | ● | ● | ||||
| Less heat input | ● | |||||||
| Pleasant acoustics | ● | ● | ● | ● | ● | ● | ● | |
| High arc stability | ● | ● | ● | |||||
| High heat input | ● | |||||||
| Thick metal sheets | ● | |||||||
| All-round arc | ● | ● | ||||||
| Contaminated aluminium workpieces | ● | ●● | ||||||
| Anodised aluminium without preparation | ● | ●● | ||||||
| Stitching | ● | ● | ||||||
| Improved flow behaviour | ● | ● | ● | |||||
| Welding in constrained positions | ● | ● | ● | ● |
○ = suitable | ● = well suited | ●● = very well suited